

What is Submerged Arc Welding?
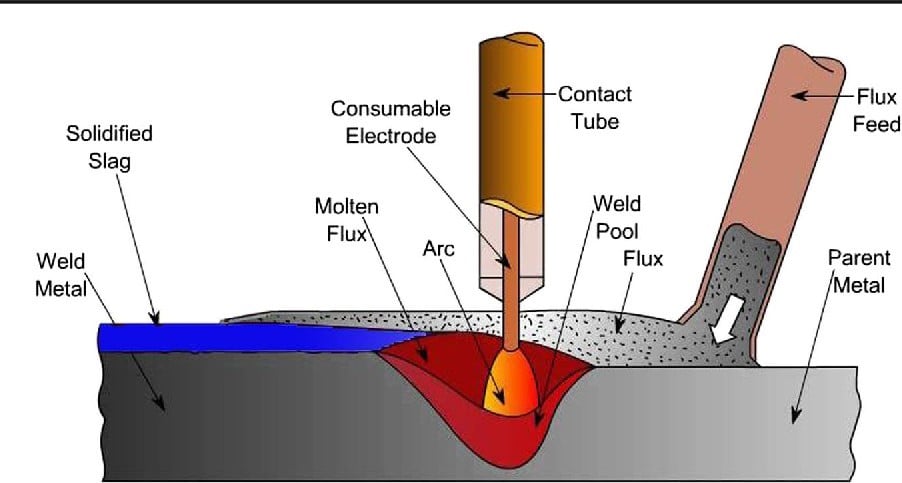
The SAW process consists of melting the consumable wire/electrode through a powdered “sand like” flux. This can be done either manually, or by mechanical, automated means. There are quite a few variations on that theme but the basics remain the same. This flux can be used to help shape the weld, protect it from the atmosphere and even add alloying to the weld.
How Does Submerged Arc Welding Work?
SAW is an arc welding process created by passing electricity through a constantly fed consumable wire. In contact with the weldment, this creates an arc which in turn creates enough heat to melt the wire and the weldment. Introduced ahead of the weld, a powdered granular flux protects the arc area. This flux coverage submerges the arc, hence the name.
When is Submerged Arc Welding Used?
Submerged arc welding is suitable for welding in the flat or HV positions. Whilst the welding position is flat, the weldment can be presented either as a plate, or as a circumferential “pipe” weld. Large steel structures such as bridges and locomotives are often manufactured using the SAW process. As well as pressure vessel applications, pipe welding, and railroad construction. This is due to the deep penetration achieved, strengthening the weld.
Industries using sub arc welding include:
-
Shipbuilding
-
Offshore
-
Wind turbines
-
Cladding
-
Hardfacing
-
Steel Girders
-
Boilers
-
Bridges
-
Beam welding
Submerged Arc Welding Advantages.
It is probably the most consistent and repeatable form of arc welding available. Consistent both in weld properties and weld appearance. If the job in hand qualifies using the process, it is also very productive and simple to operate.
Advantages include:
-
Weld quality. Using the SAW process achieves deep penetration and optimal strength. Eliminating the need for extra work.
-
Repeatability. Automated SAW welding offers a highly repeatable solution for heavy duty welding needs.
-
Speed. Submerged arc welding deposition rates are the highest compared to other arc welding processes. Helping to optimise efficiency.
SAW Disadvantages.
Using the submerged arc welding process may not be suitable for all applications. Some disadvantages include:
-
Only use in Flat or HV. Limiting it's use in applications for out-of-position welding.
-
Cost. Compared to other arc welding processes, SAW requires more equipment. Particularly for automated applications, meaning repeat jobs might be needed to justify the outlay
Is Submerged Arc Welding Automatic?
The SAW process can be suitable for some manual applications. However, as the arc isn't visible beneath the layer of flux, it is very difficult to maintain direction. Thus it is almost always automated. Using anything from a tractor or welding carriage, to a large-scale column and boom manipulator with positioning machinery.
What Equipment Do You Need for Sub-Arc Welding?
- Welding power source
- Wire feed unit
- Control unit
- Mechanised travel system
- Flux Hopper
Power Source
Ideally a 600 Amps + welding rectifier with a 100% duty cycle. The most common is a 1000A set up.
The submerged arc weld is best without stop starts so the last thing you need is a thermal cut out half way along a seam.
It would also benefit from being switchable from DC+ to DC- and CC or CV.
Wire Feeder and Control Unit
A unit that controls the WFS (wire feed speed) / Current and Voltage. A heavy-duty unit is preferable as it may need to feed 4mm diameter wire.
There will also be a Welding Head that directs the wire and carries the current.
There may be other attachments such as a wire straightener to help feed large diameter wires
Mechanised Travel
Submerged Arc Welding (SAW) is mostly a mechanised process so beyond the welding essentials you need equipment to present the weld to the fabrication.
The most common are a Welding Tractor, a beam carrying a Travel Carriage or a Column and Boom with either a fixed Head or a Travel Carriage.
Basically some form of mechanised movement along the weld seam.
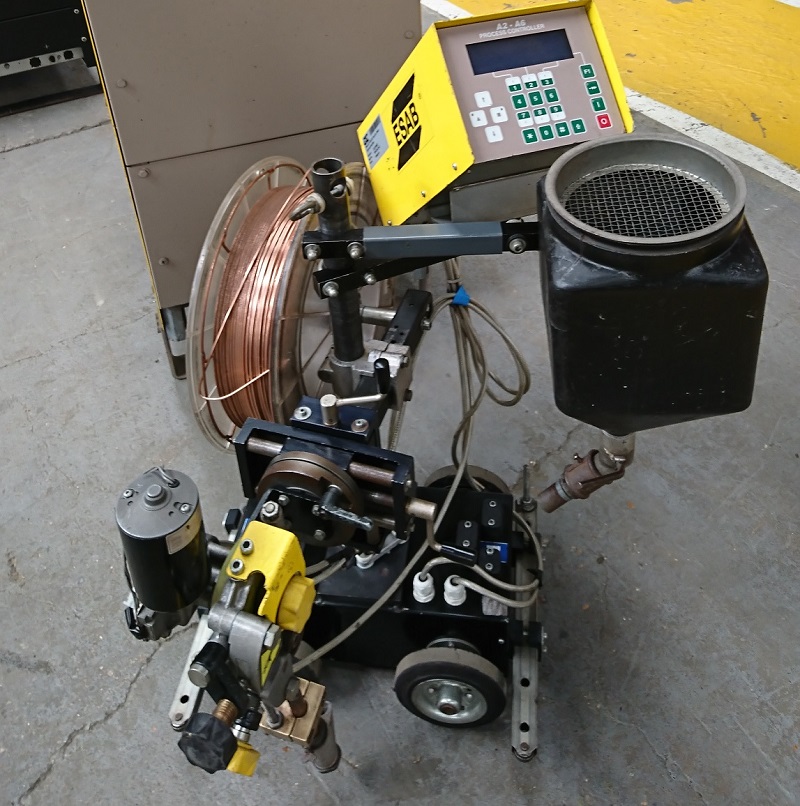
Mechanised Travel using a SubArc Tractor
On the tractor are the controls, the spool of wire and a hopper containing the flux.
This image show an ESAB sub-arc welding tractor with controls and a flux hopper.
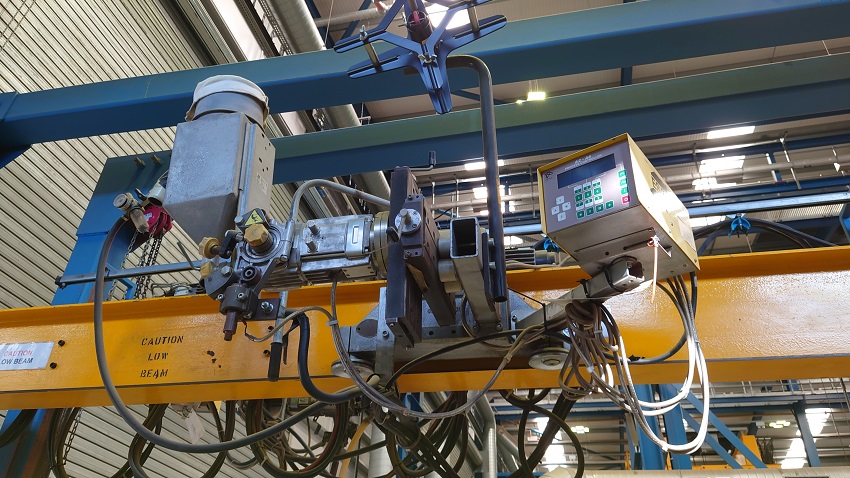
Mechanised Travel Column and Boom welder
The Column and Boom is probably the most common set up you will come across. The Column being the upright vertical beam and the Boom being the horizontal.
The boom can carry the welding head and travel along the weld, or it can be positioned over the weld and a travel Carriage (that moves along the static boom) can deposit the weld.
It can also be positioned statically and the weldment moved underneath using a welding positioner or set of rotators.

The Column and Boom welder above has the weld head fixed on the boom. Using this set up the boom will move along the line of the weld.
A Travel carriage such as this image below can also be attached to the boom or to a beam.
This carries the welding head and the flux hopper.
Seen here on an ESAB beam welding system. Longitudinal seam welders can also be set up with subarc systems.
Flux Hopper
You need some way of presenting the granulated flux to the weld area. A gravity fed hopper or a pressurised air fed container are the most common methods.
There are other more complex ways that include vacuum collection, filtration, magnetic cleaning and recycling but you need to be using a lot of the same flux before this becomes economically viable.
What materials can you weld with SAW?
Basically all Steels and Nickel Alloys can be welded using the subarc welding process.
Steels including Mild, Low Alloy, Stainless steels and High Nickel alloys such as Hastelloy Grades and Inconel Grades.
It can be used for joining these alloys or for cladding with similar or a different alloy.
SAW can be used to weld a hard or a corrosion resistant layer onto a mild steel or even a stainless steel substrate plate or a piece under repair (e.g. Rolls)
It can be a high heat input process so it's often considered unsuitable for stainless steel sheet or plate under 10mm thickness.
Stainless steel distorts easier and much more than mild steel but if the weld is performed very quickly it can be all but eliminated.
When deciding on the settings travel speed should be the primary consideration.
Submerged arc cannot be used for welding Aluminium or other Non-Ferrous metals as the type of flux needed isn't possible to produce as a SAW Flux.
What welding consumables are needed and why?
Wires
Wires consist of drawn solid wires or filled tubular wires (cored wires).
The drawn solid wires are commonly produced in diameters from 1.6mm up to 6mm and the tubulars often 2.4, 2.8 and 3.2mm.
Wires are commonly presented on 25Kg spools but it can also be packed into drums of around 250Kg or for larger users on spiders carrying upwards of 1 tonne.
In many applications there will not be a wire of matching composition to the plate being used.
Often this is because the plate properties are greatly affected by working and heat treatment, both of which is not possible for the weld metal.
Therefore, the weld has to match the physical properties in an “as cast” state.
This invariably results in the weld being a different chemical composition to the plate, sometimes considerably different.
This is most prevalent when welding HSLA steels (high strength low alloy) so it is imperative that the manufacturer is consulted and the welds are tested before fabrication commences.
Multiple Wires
The most common multiple wire submerged arc methods are known as Tandem or Twin.
Tandem uses 2 wires, one in front of the other using 2 different power sources, often one DC followed by a AC arc, this prevents the interaction between the magnetic fields causing the welds to be inconsistent
Twin uses 2 wires, often relatively small (1.6 or 2mm) fed through a two hole contact tip and powered by a single power source.
This is the most common multiple wire and can be very useful in producing large fillet welds where one wire is forming the bottom leg and the other the top leg.
There are very specific applications that use multiple wires (up to 5) or pre-formed strips of varying width and thickness, however these are highly individual and should be fully researched before being considered.
Flux
Fluxes have various properties but the main one is to prevent the weld metal being contaminated by atmospheric ingress.
The atmosphere contains approximately 70% so Nitrogen is the major concern. Nitrogen embrittles steel at much lower levels than is needed to cause porosity.
Nitrogen is easily absorbed by molten steel which can be embrittled before there is any visible evidence (i.e. porosity).
Which Flux should I choose?
Fluxes for Mild steel and Low Alloy Steel
Fluxes are mostly alloy neutral in that they do not significantly change the composition of the weld metal from that of the wire consumable.
The acid rutile often adds small percentages of Mn /Si, for this reason some are often quoted as limited pass.
The Mn /Si addition builds up pass after pass and could eventually end up being too high and result in a brittle weld.
SAW fluxes are available with many different properties, however, there are 3 common types, Acid Rutile, Semi-Basic and Fully Basic.
Very similar to flux coatings on MMA electrodes. Using MMA parlance you have similar to E6013, E7018 and E7016.
The first choice is the Acid Rutile as this type of flux is the most forgiving from a weld appearance point of view and it will tolerate the widest range of settings whilst still producing a strong weld. The slag will also release easily.
If for some reason, usually metallurgical, the Acid Rutile is unsuitable the next grade is the Semi-Basic, however, what you gain in mechanical properties you lose in appearance, slag release and parameter versatility.
If the job is a highly stressed or a highly critical joint you may need to use a Fully-Basic flux but these are the most difficult to set up and slag release can be an issue.
By Basic we mean chemically Basic or Alkali is an alternative term.
There are other Fluxes but usually these are for a specific application. It is always best to consult us or the manufacturer for advice.

How to identify the type of Flux
Many years ago Tad Bonicewski devised a numerical index for classifying fluxes according to their chemical basicity (alkalinity).
The product data sheet will usually quote the index number.
Acid Rutile fluxes are less than 0.9 Fully Basic fluxes are 3.0 and above Semi Basic are usually around 2 to 2.5
Using the same wire composition but increasing the basicity of a flux reduces the weld metal oxygen content and that will increase the Charpy V Notch test results or maintain them at lower temperatures.
So it's possible to use one wire for various grades of CMn Steel by changing the flux, alternatively you could use one flux and change the wire.
What Fluxes for Stainless Steel and Nickel Alloys?
Most manufacturers produce a flux that is designed specifically for high alloy contents such as Stainless Steels and Nickel Alloys.
These alloys perform differently when molten so the flux is designed to maintain the bead appearance and prevent the slag sticking.
347 or any Nb bearing steel is notoriously difficult when it comes to slag removal.
Metallurgically, a semi basic flux will produce a very sound and clean weld but the appearance may not be as good as a specific stainless flux and the slag may be nearly impossible to remove.
For specific applications there are fluxes available that can compensate for the loss of certain elements.
For instance Cr compensating flux can be used on stainless steels. Cr can be volatilized by the arc and these fluxes will replace the Cr that is lost.
The slag on stainless welds occasionally flies off whilst cooling.
At this point the slag can be very hot and cause burns so you should be very careful until the weld has cooled.
Flux manufacturing methods to use. Fused or Agglomerated?
You may hear of Fused and Agglomerated Fluxes. This refers to the method of manufacture.
Fused fluxes are melted in a furnace, cast into pigs and crushed / sieved to size.
Agglomerated are mixed with a compatible “glue” and baked (well below melting point), then crushed and sieved.
These days fused fluxes are rare so hardly a consideration.
Any un-melted flux can be reused or recycled providing it isn't contaminated by other additions.
There are occasionally Fine or Coarse versions of a standard flux.
The coarser the flux the better the recyclability and fine flux can withstand higher currents but has limited recyclability.
Deliberate additions such as Iron Powder (to increase productivity) or Chromium Carbide (to produce hard surfaced wear plate) will affect the flux so any recycling becomes difficult.
What settings do you need for SAW welding?
The process variables are
Current
Voltage
Travel Speed
CV or CC
ESO (Electrical Stick Out)
DC+ / DC- or AC
Current
Controls the deposition rate and the penetration.
Most wire feed units control the Wire Feed Speed and automatically select the current needed to melt the wire at that speed.
The ESO also has an influence.
Generally SAW will use higher currents than all other arc processes. As a general guide the following settings are typical
Wire dia. Amps TYPICAL (50 A/mm2)
2mm 200 - 500
2.4mm 250 - 600 230
3.2mm 300 - 750 400
4mm 400 - 800 620
5mm 450 - 1150 980
ALERT: Here is a tip to choosing the right setting for welding with subarc:
A good rule of thumb is to calculate the cross-sectional area of the wire (solid) and multiply by 50
2.4mm csa 4.52 mm2 4mm csa 12.5 mm2
So a 4mm wire is almost 3x bigger than a 2.4mm so the current needed will be 3 times higher
Why Voltage is important?
The voltage controls the spread or width of the weld and at any given WFS increasing the voltage will spread the weld.
Too low voltage will result in roll over at the edge and too high can give undercut and help the slag to stick.
The most common voltage range is between 25 and 35 volts.
What is Travel Speed?
Is the speed at which the welding head moves
All else being equal, reducing the travel speed will increase the bead size and penetration.
Increasing travel speed will do the opposite.
Running too slowly can cause the weld to roll over which will result in reduced penetration.
Should I use CV or CC and ESO?
Constant Voltage CV
CV controls the voltage at a constant setting.
The current drawn is set by the WFS (on the wire feed unit) and the Electrical Stick Out (distance between contact tip and workpiece).
At a constant ESO the current will remain constant but should the ESO move closer the current will increase or decrease if moved further apart.
Therefore the deposition rate is constant but with variable penetration.
The ESO should be set consistently from joint to joint (usually about 25 to 40mm).
The Voltage, all else being equal, will spread the weld sideways.
CV is the most used option when wire diameters upto and including 3.2mm
Constant Current CC
In this mode, WFS is constant but the voltage will change if the ESO changes.
On the smaller diameter wires this would cause variation in weld width, however, a heavy weld will benefit from the slower fluctuation fixed current provides.
Therefore, CC is used on 4mm and bigger diameters where the weld profile will be better than CV would provide.
In some examples when using 3.2mm wire the bead profile may improve if changed from CV to CC.
If using 3.2mm on CV and the weld edges are inconsistent and wavy, changing to CC may resolve the issue
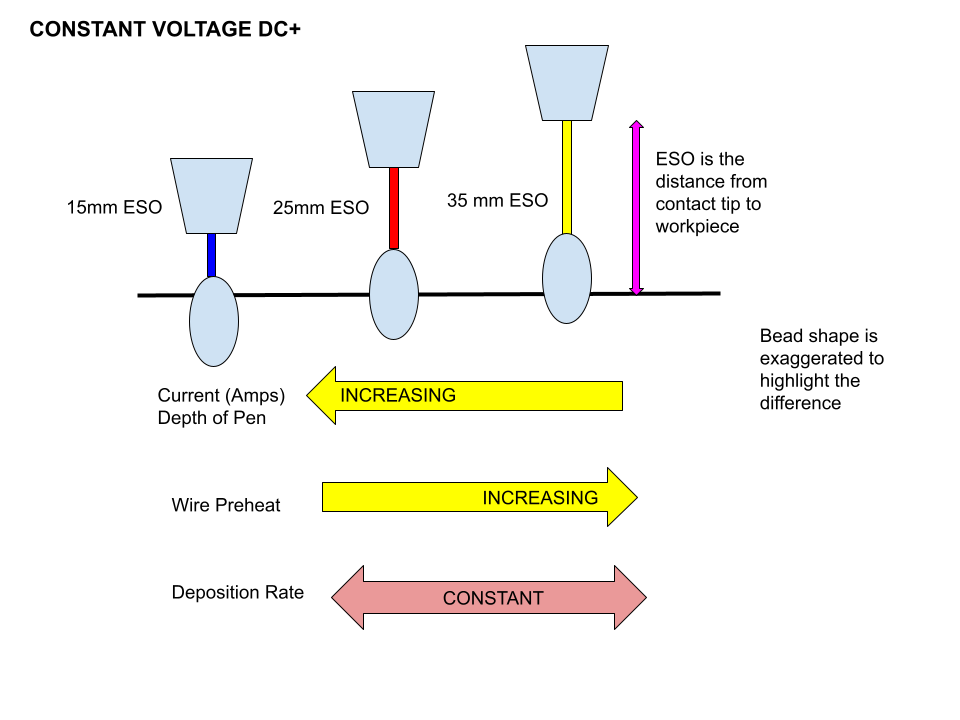
ESO (Electrical Stick Out)
In other words the Contact tip to workpiece distance. Increasing the ESO will reduce the current.
This is due to the I2R heating effect (similar to an electric fire element) preheating the wire and therefore reducing the energy needed to melt the wire.
Note, this reduced energy will also reduce penetration.
The usual ESO setting is 25 to 30mm.
DC+ / DC- or AC
DC+ is the usual mode however DC- can be used for cladding.
DC- will provide lower penetration so the weld metal stays on the surface.
Combine DC- with a long ESO and a significant increase in deposition rate is achievable.
AC is mostly used for multiple wire applications, but some very modern equipment uses AC for single wire
What is Submerged Arc Weld Cladding?
Cladding is welding a layer of a different material to the surface of a cheaper material.
It reduces the cost of the material or allows the use of an alloy not suitable in its virgin form.
Modern methods, mostly hot wire TIG, have almost excluded SAW from cladding for Corrosion Resistance.
Therefore, Cladding is usually hard facing. A lot of hard faced welded clad plates are coated with Chromium Carbide.
Often the mild steel wire is deposited through a layer of CrC powder but adding a flux will improve the appearance.
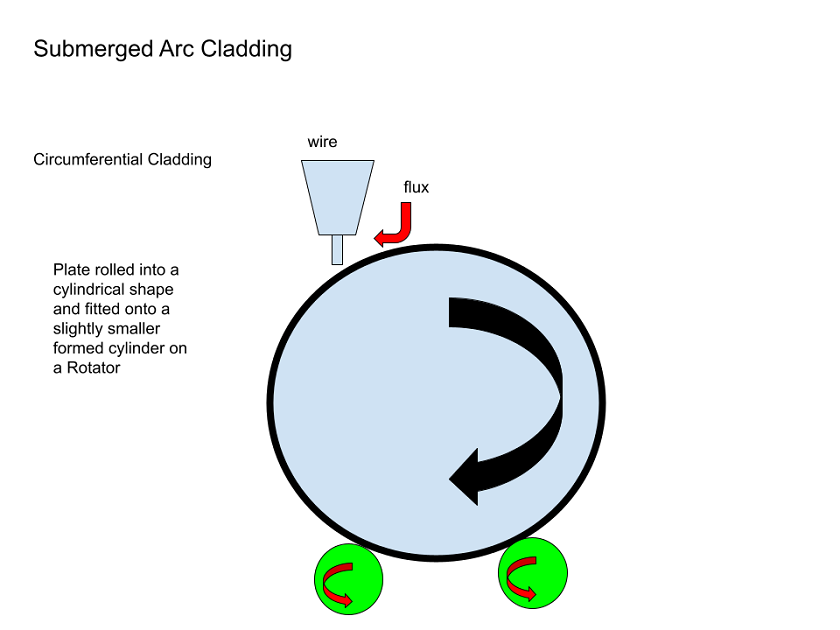
There are 2 common methods, either cladding a flat plate or cladding a plate that has been rolled into a cylindrical shape and attached to a drum.
Where is submerged arc weld cladding useful?
Cladding is mostly performed to add a hard wear resistant layer onto mild steel plate. Often sold in standard forms where the plate size and layer thickness is specified.
There are many different chemical compositions but the most common is Chromium Carbide (CrC) where the composition is approximately 30 % Chromium and 5% Carbon.
This is produced by welding a mild steel wire through a layer of CrC powder introduced to the surface of the plate prior to welding. Some of the CrC will melt and form the hard layer whilst the excess will be recycled. The surface of these welds is usually rough and invariably covered in cracks across the weld, known as check cracks.
These are not detrimental and actually help during subsequent forming.
The high Cr layer cannot be cut by Oxy Acetylene or Propane so either Arc Air Slice or Plasma is used.

This photo shows flat welded wear plate. Beads are wide due to weld head oscillation and clamps are needed to maintain flatness.
The rolled can method is a highly successful and repeatable way of producing wear plates, however, cladding can be performed in the flat position.
Flat welding will distort the plate more than the rolled can method.
The welds will need to be stepped across the plate and it will need to be held down with very heavy duty clamps.
Who makes submerged arc welding equipment?
Probably the main and established manufacturers of SAW welding equipment are Lincoln Electric, Miller, ESAB, Gullco, SAF Air-Liquide. However the positioning equipment is produced by specialist engineers such as Pema, Red D Arc, Key Plant, Bode.
SAW equipment from the top brands is invariably high quality and heavy duty so will last a very long time. Therefore, previously used equipment can be bought with confidence from used equipment Dealers. There are also a number of companies that rent and hire SAW set ups.
If you want to learn more about the submerged-arc welding process there is no better place than the The Welding Institute in Cambridge, England. You will find so many resources on SAW and any other welding or joining technique or application.
The leading manufacturers also have many helpful pages on the process and equipment, ESAB subarc equipment along with Lincoln Electric who have produced a PDF to give you much more indepth knowledge. Both brands are continually for sale from our range of sub-arc welding equipment stock.
IS SUBMERGED ARC WELDING IDEAL FOR YOUR PROJECT?
Before choosing any of the welding processes, it is important to analyse the complexity and volume of parts that are going to be welded, the time you have and the investment you are willing to make. We can help you decide on the best solution for your investment.
