
Flange Welding – the Process and Equipment
The most used flange types acc. to ASME B16.5 are: Welding Neck, Slip On, Socket Weld, Lap Joint, Threaded and Blind flange. Below you will find a short description and definition of each type.
After reading this article, visit the TWI for many Case Studies on various Flange Welding investigations.
Welding Neck flange
The easily recognisable long tapered hub of a welding neck flange provides a crucial reinforcement of the joint. Used for applications involving high pressure, sub-zero and/or elevated temperatures, or applications where the joint will be under a particular amount of stress.
The taper on this type of flange offers a smooth transition/relocation of stress from flange thickness to pipe or fitting wall thickness. It is beneficial under conditions of repeated bending, caused by line expansion or other variable forces.
Erosion at the joint and joint stress is also alleviated by the internal bore of these flanges, which are matched with the ID of the mating pipe or fitting. This leads to no restriction of flow and prevents turbulence at the joint. It also helps to reduce erosion.
They are also easily radiographed for flaw detection.
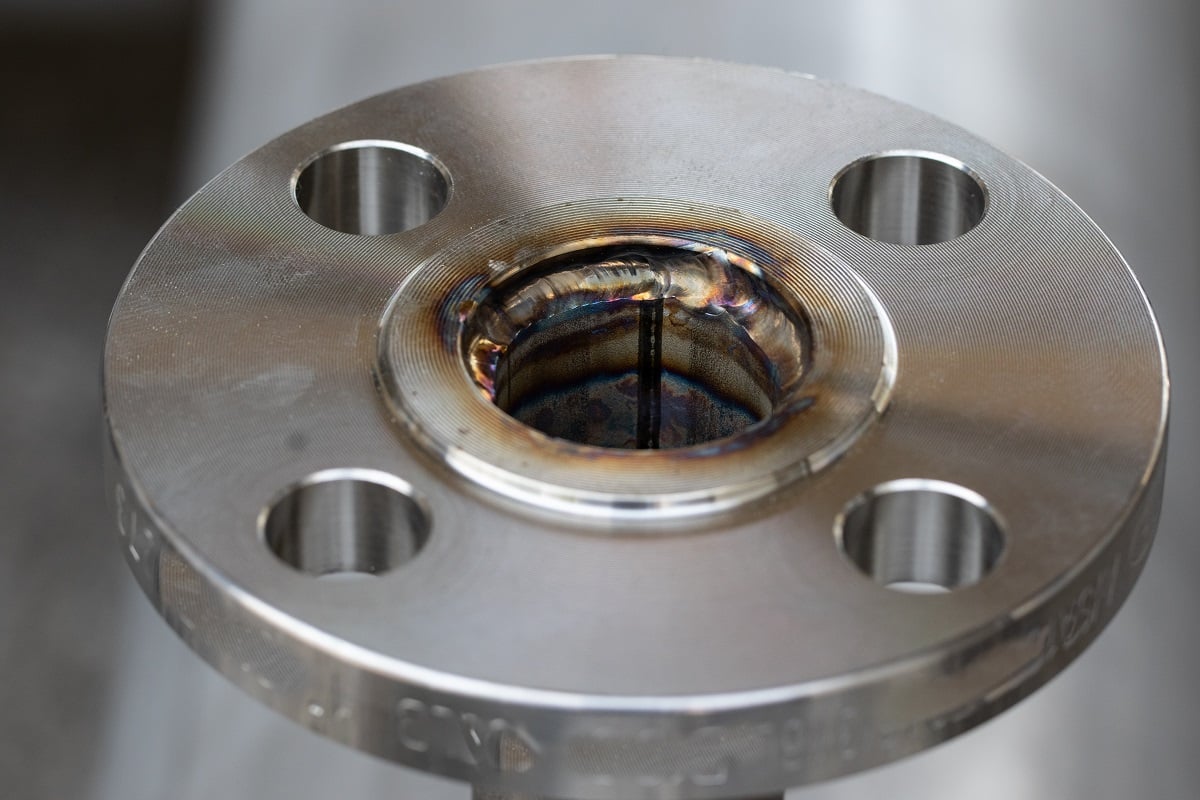
This flange type will be welded to a pipe or fitting with a single full penetration, V weld (Butt-weld).
The welding neck flange can also be known as a tapered hub flange or high hub flange.
There is also a version known as the long weld neck flange, similar looking to a standard weld neck flange but is elongated. This is often used as a nozzle for a barrel or column.
Slip On flange
Compared with welding neck flanges, a slip on flange is not as durable. It has around two-thirds less calculated strength under internal pressure and around one-third of the life span.
However they come at a low material cost and installation is easy, therefore better suited to low pressure applications with little risk of leaking.
Some other advantages of slip-on flanges, are that they do not require a large longitudinal space in the line to be mounted.
Also, they are much less difficult to align with a wide variety of diameters being available, and finally do not require accurate cuts in the pipe.
Without a neck for the pipe to rest on, it is necessary to double weld the connection with the pipe. For this, 2 fillet welds are used on the outside, as well as the inside of the flange.
A disadvantage of the slip on flange is that firstly a pipe must always be welded and then just a fitting.
For example a combination of flange and elbow or flange and tee cannot be used, because these fittings do not have a straight end.
They are not suitable for high pressure joints, or where hazardous materials are to be used.
Socket Weld flange
Socket Weld flanges were initially developed for use on small-size, high pressure piping.
With their static strength being equal to slip on flanges, but their fatigue strength 50% greater than double-welded slip on flanges.
Before welding, a space of between 1/16″ and 1/8″ must be created between the flange or fitting and pipe.
This is to allow for expansion of the pipe on the inner side of the weld and reducing residual stress, therefore preventing cracking the weld on the fitting.
The connection with the pipe is done with 1 fillet weld, at the outside of the flange.
ASME B31.1 1998 127.3 Preparation for Welding (E) Socket Weld Assembly says:
In assembly of the joint before welding, the pipe or tube shall be inserted into the socket to the maximum depth. It is then withdrawn approximately 1/16″ (1.6 mm) away from contact between the end of the pipe and the shoulder of the socket.
Advantages of using socket weld flanges include the weld being on the outside of the pipe, so will not penetrate the pipe bore.
There is no need for bevel prep before welding, also a socket weld flange can replace a threaded flange and minimise any risks of leakage.
The disadvantages of this flange are the need for the gap that must be made.
Firstly they require highly skilled welders to ensure the gap of 1/16″ is made.
Secondly the expansion gap increases the risk of cracking, especially on anti corrosive pipes such as stainless steel.
Corrosive problems will be caused by cracks between the pipe and the flange, leading to increased maintenance.
In some processes this flange is also not allowed.
Lap Joint flange
Lap Joint Flanges share all of the same common features as the other flanges we have mentioned, however it does not have a raised face.
They are connected to a “Lap Joint Stub End”.
These flanges are nearly identical to a Slip On flange, with the exception of a curved radius at the bore.
This is to accommodate the flanged portion of the stub end to then slide over the pipe.
The pipe is then usually welded to the stub end to allow free movement of the lap joint flange.
Their strength is similar to that of a slip on flange and they have a fatigue life of only around one tenth that of welding neck flanges.
Therefore are suitable for use in low pressure applications.
Lap Joint flanges have certain special advantages:
- Freedom to swivel around the pipe facilitates the lining up of opposing flange bolt holes, making it easy for dismantling where frequent inspection and cleaning may be required.
- Lack of contact with the fluid in the pipe allows the use of inexpensive carbon steel flanges, with corrosion resistant pipe.
This can lead to substantial cost savings. - In systems which erode or corrode quickly, the flanges may be salvaged for re-use.
Stub end
A Stub End always will be used with a lap joint flange applications as a backing flange, however they can also be used with slip on flanges.
Stub Ends are available in almost all pipe diameters. There are 3 different types available, A, B and C.
Type A can be machined to fit the standard lap joint support flange.
Type B is designed to be used with a standard slip on flange.
Type C can be used with either a lap joint or a slip on flange.
Dimensions and dimensional tolerances are defined in the ASME B.16.9 standard. Light-weight corrosion resistant Stub Ends (fittings) are defined in MSS SP43.
Threaded flange
The main advantage of a threaded flange is that no welding is required in connection to the pipe.
This is done by means of corresponding threads.
However sometimes a seal weld is also applied in conjunction with the flange’s threaded connection.
Threaded fittings today are used almost exclusively in smaller pipe sizes up to around 4.00″, however most sizes and pressure ratings are still available.
A threaded flange or fitting is only suitable for applications that use a thicker wall thickness due to the presence of the thread.
A pipe system with thin wall thickness, has no space for threading.
Example of thickness and application below:
ASME B31.3 Piping Guide says:
Where steel pipe is threaded and used for steam service above 250 psi, or for water service above 100 psi with water temperatures above 220° F, the pipe shall be seamless and have a thickness at least equal to schedule 80 of ASME B36.10.
Two types of threaded flanges are available, one is used to seal the two pipe ends with a lens pad and sealing surface.
Mostly used in the production of ammonia until recently.
The other type is a more standard set up, sealed with two flange sealing faces.
Two facing types are available for a threaded flange, one being a raised face and one being a ring joint.
Flange Welding equipment ranges from Pipe Rotators, Welding Positioners and Head and Tail stocks for positioning of pipe welding.
If you want any assistance in choosing the right welding equipment for your welding project, please contact us.

comments
Thank you so much westermans for sharing this informative and educative article. Much appreciated.
Very knowledgeable article! A flange is generally used to connect pipes, valves, pumps and similar equipment for a pipework system. These are welded or screwed. The different types of flanges are blind, socket weld, orifice and slip-on. Fun fact, the term ‘flange’ was first popularized in a popular comedy series Nine O’Clock News.
It seems like having a stainless flange that will rotate around the lining would be really beneficial in moving parts. Being able to keep things protected while everything is moving would be a good thing to keep the mechanisms functioning properly. Keeping everything in working order would be a money-saving move as well as one that would help keep productivity up.
The blog you posted here is full of knowledge. A slip-on flange is connected to the pipe or the fittings by two fillet welds, one executed inside and one outside the cavity of the flange.
Thank you Maria for your comments. We would be delighted if you would write an article on a welding topic of your choice. It could be a current project that could be helpful to our readers.