Updated February 2026.
Tube sheet welding (also known as tubesheet welding) is the process of joining tubes into the tubesheet of heat exchangers, boilers and pressure vessels. The integrity of this weld is critical, particularly in industries where leak tightness, structural strength and compliance standards cannot be compromised.
Below is a practical overview of how tube sheet welding works, the methods used, and factors that influence equipment selection.
Key Takeaways: Tube Sheet Welding
- Tube sheet (tubesheet) welding is used to join tubes into heat exchangers, boilers and pressure vessels. In applications where strength and leak integrity are critical.
- Manual TIG and orbital welding are the most common methods. Automation is preferred for repeatability in higher-volume production.
- Joint preparation and tube alignment directly affect weld quality. Especially where compliance with industry standards is required.
- Material type, tube diameter and wall thickness influence process selection. As well as heat input and inspection requirements.
- For projects involving multiple repeat welds, automated tube sheet welding systems improve consistency. Along with reducing operator variability.
Contents
- What Is Tube Sheet Welding?
- Where Tube Sheet Welding Is Used
- Tube Sheet Welding Methods
- Equipment Used for Tube Sheet Welding
- When Should You Consider Automation?
- Joint Types & Tube Configurations
- Quality Control & Inspection
- Common Challenges
- FAQs
What Is Tube Sheet Welding?
Tube sheet welding (also known as tubesheet welding) is the process of joining tubes into the tubesheet of heat exchangers, boilers and pressure vessels. These welds must achieve both structural strength and leak integrity, particularly in applications where pressure containment and thermal efficiency are critical.
The process is typically carried out using TIG (GTAW) welding, either manually or with orbital welding systems for improved consistency and control. We find that in higher-volume industrial environments, automated tubesheet welding equipment is used to ensure repeatability across large tube bundles.
Welding method selection depends on factors such as tube diameter, wall thickness, material type and required inspection standards. Industries like power generation, petrochemical processing and pharmaceutical manufacturing rely on tube-to-tubesheet welds that meet strict quality and compliance requirements.
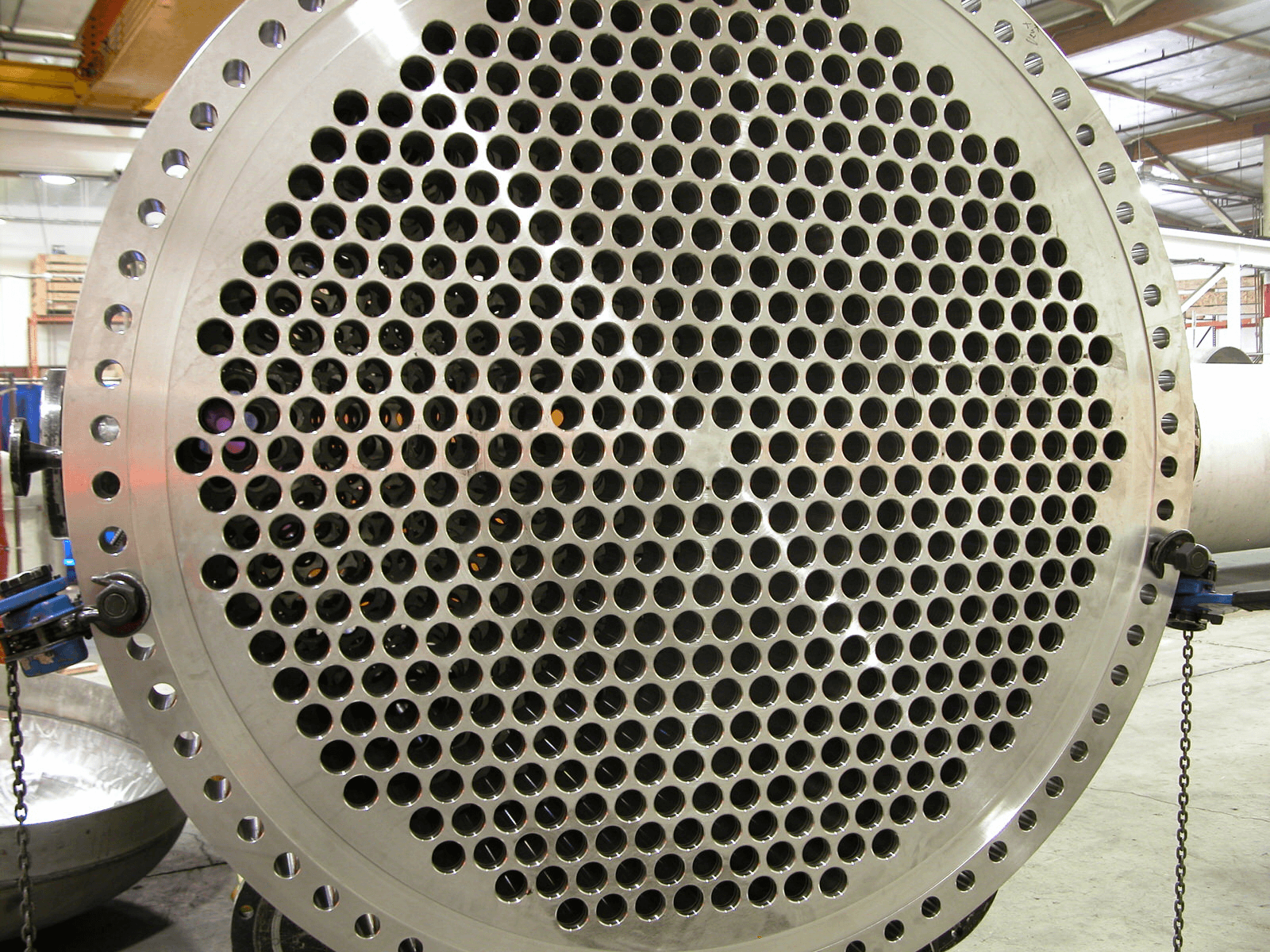
Because large heat exchangers can contain hundreds of tubes, alignment accuracy, heat input control and process stability play a key role in achieving consistent weld quality. When all of these elements are optimised, we see weld success rates dramatically improve.

Where Tube Sheet Welding Is Used
Tube sheet welding is most commonly associated with shell-and-tube heat exchangers. Where hundreds or thousands of tubes must be securely welded into a tubesheet to allow controlled heat transfer between fluids. In conjunction with maintaining pressure separation.
In power generation and petrochemical processing, tube-to-tubesheet welds are required to withstand elevated temperatures, pressure cycling and corrosive environments. In these applications, weld integrity is directly linked to operational reliability and safety.
Boiler manufacturing and pressure vessel fabrication also rely on tube sheet welding to ensure leak-tight performance under sustained thermal and mechanical stress. Where failure could result in shutdowns or safety risks, consistent weld penetration and quality control are essential.
We provided a custom pressure vessel fabricator in Canada with some AMI equipment for this exact problem. After installation, they reduced rework rates on tube bundles and improved documentation for ASME compliance.
In pharmaceutical and food processing industries, tube sheet welds must often meet sanitary standards. Featuring smooth internal profiles and controlled heat input to prevent contamination or material degradation.
Across all sectors, production volume and quality requirements influence whether manual TIG welding is sufficient or whether automated and orbital welding systems are more appropriate.
Tube Sheet Welding Methods
The method used for tube sheet welding depends on production volume, material specification, joint configuration and required quality standards. While the fundamental process is typically TIG (GTAW) welding, it can be applied manually or through varying degrees of mechanisation and automation.
Manual TIG (GTAW) Welding
Manual TIG welding solutions are usually used for lower-volume fabrication, repair work or where access constraints prevent the use of mechanised systems. The adjustment of parameters in real-time offers flexibility for skilled operators.
However, manual welding relies heavily on operator consistency. In applications involving multiple repeat welds, maintaining uniform penetration and heat input can become challenging. Particularly when working with tight tolerances or code-compliant projects.
In practice, it also means production speed and weld quality often depend on one or two key welders. This becomes a risk if they’re off-site or unavailable.
Mechanised and Orbital Welding
Orbital welding systems automate the movement of the welding head around the tube, providing controlled arc length, consistent travel speed and repeatable heat input. Significantly reducing operator variability and improving weld uniformity.
Orbital tube-to-tubesheet welding is widely used in industries requiring high levels of precision and documentation, including power generation, pharmaceutical manufacturing and petrochemical processing.
These systems are particularly beneficial when:
- Large tube bundles require hundreds of identical welds
- Tight concentric alignment must be maintained
- Inspection and traceability requirements are strict
Fully Automated Tube Sheet Welding Systems
For high-volume production environments, fully automated systems integrate power sources, tube sheet welding heads, clamping systems and programmable controls to optimise repeatability and efficiency.
Automation allows for:
- Consistent weld penetration across multiple joints
- Reduced cycle times
- Improved process control
- Lower rejection rates during inspection
These key factors lead to reduced failed dye penetrant tests, as well as expensive rework on large tube bundles.
System selection depends on tube diameter range, joint type (flush, protruding or recessed), and material. Plus applicable quality standards.
Equipment Used for Tube Sheet Welding
Selecting the right equipment for tube sheet welding depends on joint configuration, production volume, material specification and quality requirements. While the core process is typically TIG (GTAW), the supporting equipment plays a critical role in achieving consistent weld quality.
Welding Power Source
A stable and controllable TIG power source is fundamental. Modern systems provide precise control of amperage, pulse parameters and arc stability, which is particularly important when welding thin-wall tubes or high-alloy materials. In automated applications, digital power sources allow parameter programming and repeatability across multiple welds.
Tube-to-Tubesheet Welding Heads
Specialised welding heads are designed to position and rotate the electrode accurately around the tube. Orbital tube sheet welding heads maintain consistent arc length and travel speed, reducing the risk of uneven penetration or lack of fusion.
The choice of welding head depends on:
- Tube diameter range
- Access constraints
- Joint type (flush, recessed or protruding tubes)
- Required deposition method (autogenous or with filler wire)
Clamping and Alignment Tooling
Accurate concentric alignment between the tube and tubesheet is essential. Expanding mandrels, clamping systems and centring devices ensure stability during welding and minimise distortion.
Poor alignment can lead to inconsistent penetration and inspection failures, particularly in code-compliant applications.
Automation and Control Systems
In higher-volume production environments, automated tubesheet welding systems (like this one from AMI) integrate programmable controls, rotation mechanisms and parameter storage. Ensuring repeatability across large tube bundles.
Automation improves:
- Weld consistency
- Production efficiency
- Traceability
- Compliance documentation
System configuration should reflect production requirements rather than simply the welding process itself.
For lower-volume production runs, manual TIG may remain commercially viable.
As volumes increase or inspection requirements tighten, mechanised systems often justify their cost through reduced rework and faster cycle times. Businesses often see production speed significantly reduced compared to manual processes.
For many fabrication businesses, high-quality used or refurbished orbital welding systems provide a cost-effective route into automation. Reducing initial equipment outlay costs by up to 50%.
However, when considering used or refurbished systems, it’s important to confirm inspection procedures, service history and warranty cover. Reputable suppliers will fully test and service equipment prior to dispatch and provide documented warranty support.

When Should You Consider Orbital or Automated Tubesheet Welding?
If you’re starting to find that any of the below trigger points are affecting production, it might be time to reassess your method and/or equipment:
- Increasing NDT failures
- Expanding into higher-spec contracts
- Struggling to maintain consistency
- Labour shortages
- Customer demanding documented weld parameters
Noting these early and avoiding reactive upgrades can avoid costly downtime, offer equipment/supplier flexibility, and optimise your productivity. Getting ahead of the curve on equipment ROI and maximising the benefits.
Joint Types & Tube Configurations
The configuration of the tube-to-tubesheet joint directly influences welding technique, equipment selection and inspection requirements. Joint design affects access, penetration control and heat distribution, particularly where code compliance applies.
Flush Tube Joints
In flush configurations, the tube sits level with the surface of the tubesheet. This is one of the more common arrangements in heat exchanger fabrication.
Flush joints allow relatively straightforward torch positioning, but require controlled heat input to ensure adequate penetration without excessive reinforcement.
Protruding Tube Joints
Where the tube extends slightly beyond the tubesheet surface, the weld profile must account for the additional material. Protruding configurations can improve mechanical strength, but need careful parameter control to prevent excessive heat build-up.
Orbital welding systems or automation are often preferred in these applications to maintain uniform travel speed and arc positioning.
Recessed Tube Joints
Recessed joints involve the tube being set below the surface of the tubesheet. Access can be more restricted, making precise electrode positioning and alignment critical.
In these cases, specialised welding heads and accurate clamping systems become particularly important. Examples include the AMI model 6 weld head or Polysoude’s TS-2000 model.
Tube Diameter & Wall Thickness Considerations
Tube diameter and wall thickness significantly influence process selection and weld parameters.
- Smaller diameter tubes require tighter control of arc length and heat input.
- Thin-wall materials increase the risk of burn-through.
- Thicker wall sections may require multiple passes or filler addition.
Material type also plays a role. Stainless steels, duplex alloys and nickel-based materials need stable shielding and controlled heat input to avoid metallurgical defects.
Why Joint Configuration Matters
Large heat exchangers may contain hundreds or even thousands of tube-to-tubesheet welds. Variations in joint preparation, alignment or tube projection can lead to inconsistent weld quality and increased rejection rates during inspection.
For this reason, joint design, tooling accuracy and process stability are closely linked to equipment selection. Examples of required tooling include prep tools like saws and facing machines, clamping systems, and purging equipment.
Quality Control & Inspection in Tube Sheet Welding
Because tube sheet welding is commonly used in pressure-containing equipment, quality control is a critical part of the fabrication process. Weld integrity directly affects leak tightness, thermal efficiency and long-term operational reliability.
In many applications, tube-to-tubesheet welds must comply with recognised industry standards such as ASME or project-specific quality procedures. This places emphasis not only on weld technique, but also on documentation, repeatability and traceability.
Visual Inspection
Initial inspection typically involves visual assessment of weld profile, reinforcement and surface defects. Consistent weld appearance across multiple tubes is often an early indicator of process stability.
Non-Destructive Testing (NDT)
Depending on application and code requirements, tube sheet welds may be subject to non-destructive testing, including:
- Dye penetrant testing (PT)
- Radiographic testing (RT)
- Ultrasonic testing (UT)
- Leak testing or hydrostatic pressure testing
These methods are used to identify defects that aren’t visible externally. Including a lack of fusion, porosity or cracking. If you have any specific NDT queries, we would recommend registering for the BINDT forums and posting them there.
Process Control & Repeatability
To reduce rejection rates in high-volume production environments, it’s essential to maintain consistent weld parameters. Controlled arc length, stable heat input and accurate alignment contribute significantly to inspection success.
Automated and orbital welding systems can assist by:
- Maintaining consistent travel speed
- Controlling arc voltage and amperage precisely
- Storing programmed weld parameters
- Supporting traceability requirements
Where projects involve large tube bundles, process stability becomes as important as individual weld quality. We often see this when clients contact us for advice on their current set-up. Sometimes it’s not a case of changing equipment, but going back-to-basics and getting the parameters right.
Common Challenges in Tube Sheet Welding
Although tube sheet welding is a well-established fabrication process, achieving consistent weld quality across large tube bundles can present several practical challenges. Variations in alignment, material behaviour and heat control can all affect weld integrity.
Misalignment and Concentricity Issues
Accurate alignment between the tube and tubesheet bore is critical. Even minor concentricity errors can lead to uneven penetration, inconsistent fusion or excessive reinforcement.
Improper fit-up may increase the risk of rejection during inspection, particularly where code compliance applies.
Heat Input Control
Thin-wall tubes and high-alloy materials require controlled heat input to avoid burn-through, distortion or metallurgical defects. Excessive heat can also affect the surrounding tubesheet material, particularly in dense tube patterns.
Consistent arc length and stable parameter control are therefore essential. Employ an orbital welding machine, or ensure the welder is skilled and experienced in the field.
Lack of Fusion and Incomplete Penetration
Achieving full fusion between the tube and tubesheet is one of the primary objectives of the weld. Inconsistent travel speed, incorrect amperage or poor access can result in a lack of fusion, which may only be detected during non-destructive testing.
Repeatability becomes increasingly important where hundreds of identical welds are required.
Distortion and Residual Stress
In high-temperature or high-pressure applications, thermal cycling can expose weaknesses caused by uneven heat distribution. Distortion during welding may also affect downstream assembly or inspection.
Careful process control and appropriate tooling help reduce variability across multiple welds.
Productivity and Cycle Time
Where large heat exchangers contain hundreds or thousands of tubes, manual welding can become time-intensive. Maintaining quality while achieving acceptable production rates is often a key consideration when selecting equipment.
For this reason, many fabrication environments evaluate mechanised or orbital welding systems to improve both consistency and efficiency.
FAQs About Tube Sheet Welding
What is the difference between tube sheet and tubesheet welding?
There is no technical difference. “Tube sheet welding” and “tubesheet welding” refer to the same process of welding tubes into a tubesheet. Both spellings are commonly used in industry documentation and search terminology.
What welding process is typically used for tube sheet welding?
TIG (GTAW) welding is the most common process due to its precision and control. Depending on production requirements, it may be performed manually, using mechanised equipment, or with fully automated orbital welding systems.
When is orbital welding preferred for tube sheets?
Orbital welding is typically preferred when:
- Large numbers of repeat welds are required
- Consistent penetration is critical
- Code compliance and traceability are necessary
- Tube diameters are small, or tolerances are tight
Automation reduces operator variability and improves consistency across large tube bundles.
Do tube sheet welds require inspection?
Yes. Tube-to-tubesheet welds in pressure-containing equipment are often subject to visual inspection and non-destructive testing (NDT), depending on application and industry standards. Common methods include dye penetrant testing, radiographic testing and leak testing.
What factors affect tube sheet welding quality?
Weld quality is influenced by:
- Tube alignment and concentricity
- Joint configuration (flush, protruding or recessed)
- Material specification
- Heat input control
- Welding method and parameter stability
Proper tooling and process control are essential for consistent results.
How do you choose tube sheet welding equipment?
Equipment selection depends on:
- Tube diameter range
- Wall thickness
- Production volume
- Access constraints
- Compliance requirements
Higher-volume or code-driven projects often benefit from mechanised or automated systems designed specifically for tube-to-tubesheet applications.
Conclusion
Tube sheet welding sits at the centre of heat exchanger, boiler and pressure vessel fabrication, where leak integrity, structural strength and compliance cannot be left to chance. While TIG remains the core process, consistent results depend on careful control of joint preparation, alignment, heat input and repeatability.
As production volumes increase or inspection requirements tighten, maintaining stability across hundreds of welds becomes as important as individual weld quality. Selecting the right approach, whether manual, mechanised or orbital, should reflect not only technical suitability, but long-term production demands and quality expectations.
For fabrication businesses reviewing their current process, taking a structured look at weld consistency, rejection rates and equipment capability often highlights opportunities for improvement before problems escalate. Practical advice and experienced equipment support can make a significant difference when planning upgrades or refining an existing setup.

comments
Pingback: Equipment for Orbital Welding of Tube/Pipe | Westermans Blog