
Aluminium TIG welds can be the most difficult to achieve, if you’re not using the right process.
*Updated 08/01/2025
Here, we will discuss the differences of using AC and DC welding current in aluminium TIG welding. Including whether you can use DC welding, and why AC welding is industry standard. As well as challenges when TIG welding aluminium, and equipment used.
Key Takeaways:
- The positive element in alternating current (AC) acts as a scrubber for the material surface, helping to achieve the clean, aesthetic welds TIG is renowned for.
- You can weld aluminium with DC TIG in special circumstances.
- Cleaning the weld area’s surface (with a steel brush for example), can also help to achieve better results.
- Heat input control is one of the main challenges in all aluminium welding applications to prevent burn-through or running of the weld pool.
- Choosing the right equipment can make a lot of aluminium tig welding difficulties easier, find out some of our recommendations.
Contents:
- Why Alternating Current (AC) is used for TIG aluminium welding
- Can you DC TIG weld aluminium?
- Aluminium TIG welding challenges
- Equipment needed for AC TIG welding aluminium
- Our top 5 AC/DC TIG welders for aluminium welding
- Are you looking to sell your TIG welder?

Why AC is Used for TIG Welding Aluminium
Whenever aluminium is welded using the tungsten inert gas welding process, alternating current (AC) is usually used. Why?
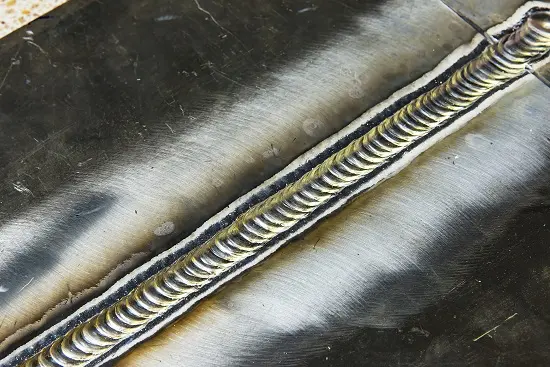
When welding aluminium with TIG, AC is used due to the alternating current having positive and negative cycles. The positive cycle acts as a scrubbing effect on the surface, breaking up oxides that limit weld quality. This is what you see on the pictures of the perfect welds we see around!
Weld penetration is achieved by the negative cycle. Both working in harmony, achieve high quality welding results.
Using AC makes it easy to achieve clean, high quality TIG welds on thin aluminium. But can you use DC for welding aluminium?
Can you Weld Aluminium with DC TIG?
In special circumstances, it is possible to weld aluminium with DC (direct current), instead of AC. In some cases, it’s even beneficial!
For thicker aluminium of 1/4″ plus, using AC polarity would need a lot of work due to the shallow weld produced. Steps such as bevelling the joint, laying a root bead and performing the weld in a few passes are needed for proper penetration.
Experienced TIG welders can save time and material by using DC welding for aluminium, needing just one pass. However this is only possible with certain grades of aluminium, including pure aluminium (1100), as well as 6061 and 2219. Note; DC welding should not be used for welding thin aluminium sheet! High heat input will cause distortion and warping.
If you’re only just starting out on your TIG welding journey, take a look at our beginner’s guide to TIG welding.
Check out the below video from Josh at Weld DotCom for a handy tip to weld aluminium with DC TIG!
Aluminium TIG Welding Challenges.
Aluminium is difficult to weld because the material is surrounded by an oxide layer. This melts at a much higher temperature than the base metal. Therefore, the oxide layer needs to be removed or disturbed in order to produce an integral weld.
Cleaning the weld area with a steel brush will help. But for truly successful welds, AC current will be required to enable a clear view of the weld pool.
Another difficulty is control of heat input to the weld; the conductivity strength of aluminium makes keeping heat in the weld pool area a challenge. Therefore, a lot of heat input is required, but this must be controlled to prevent running away of the weld puddle or burn-through.
A shorter arc length can be used to keep heat input to a smaller area. A foot pedal is also beneficial to control the current while welding, thus allowing the operator to adjust accordingly on the job.
Equipment Needed for AC TIG Welding on Aluminium.
There are a number of good brands that produce equipment for alternating current TIG welds, and ideally suited to aluminium applications. These include Miller, Fronius, and ESAB.
You will need a power source supply (see below for our top suggestions), torch, tungsten electrode, filler material and relevant regulator, earth and gas supply.
Our Top 5 Recommended AC/DC GTAW Machines.
Getting the right machine for TIG welding aluminium is the first step in your aluminium welding journey. Here, we’ve listed our favourite welders with AC capability for aluminium TIG applications.
- Fronius Magicwave 3000 AC/DC water cooled TIG
- ESAB Origo 4300 AC/DC water cooled TIG
- Lincoln Precision 375 TIG AC DC
- Miller Dynasty 300 ACDC TIG
- Kemppi Mastertig 3500W AC/DC TIG
View our current AC/DC TIG welders in stock.
Looking to sell your TIG equipment and wonder who would buy it?
If you’ve got a redundant TIG welder you’re no longer using; perhaps you bought it for a specific project, or you’ve been meaning to upgrade it, we might buy it from you!
We promise a fair market price, and fast, secure payment, as well as handling collection/shipping arrangements. So for a hassle-free, professional experience, click here to send us details of your machine.

comments
Pingback: AC TIG Welding Explained
I really loved reading your thoughts; obviously you know what you are talking about! Your site is so easy to use too, I’ve bookmark it in my folder.Thanks for sharing info. Keep up the good work…We hope you will visit our blog often as we discuss topics of interest to you.
I run a small mobile welding business and just wanted to say how much I enjoy your information
Really happy that topnotchhandyman is also skilled at welding and enjoys our posts. Keep up the good work. If you want to share your experiences with our visitors, please get in touch.